多年专注研发、生产、销售磨床自动化设备等
质量过硬,用户至上,开拓进取,持续改进
13905866923
多年专注研发、生产、销售磨床自动化设备等
质量过硬,用户至上,开拓进取,持续改进
13905866923

手 机:13905866923
电 话:0576-87367676
传 真:0576-87367676
邮 箱:617927115@qq.com
网 址:www.tzsxjx.com
地 址:浙江省台州市玉环市清港镇鹤新工业区
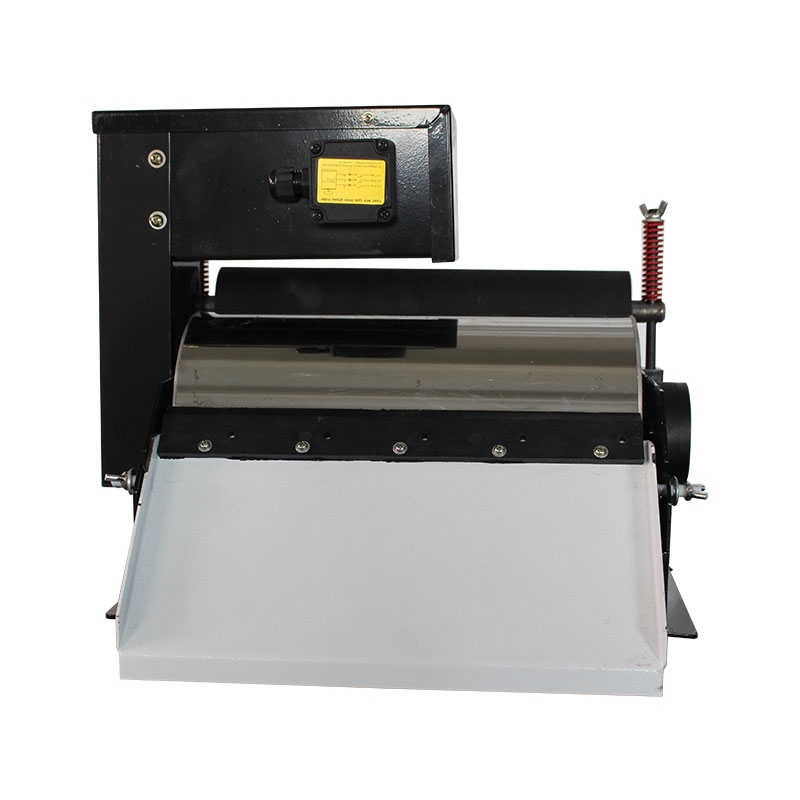
简洁的自动攻丝机集成冷丝技术概念利用焊接工艺中产生的多余热量熔化非焊接电极——集成冷丝。提高生产力,同样的能量输入提高50%的熔敷率。
影响自动攻丝机的攻丝速度的因素有很多,比如:丝攻材质、种类、吃入的牙数、下孔形状、切削材料及切削油等使用条件等。所以在选择全自动攻牙机的时候一定要考虑到这些因素。
挤压丝锥在攻牙机中因没有切屑的困扰,攻牙速度可以比切削的快,同时也要考虑到被加工材料、切削液、机械等因素,一般大都采用在5-20m/MIN中,与冲床的打拔工作进程类似,特别情况下可达到30m/min以上的速度例子也有存在。但是由于速度过高,会因为产生早期磨耗,或溶着关系,会对丝锥的寿命产生影响,所以攻牙的速度控制也是不可忽视的。
攻丝机深孔螺纹为什么会比较难, 首先需要定义什么是深孔,为什么它需要特殊的考虑。钻削中,那些孔深大于3倍孔径的孔称为深孔。而深孔攻丝意味着攻丝深度大于丝锥直径的1.5倍以上。如当用一只直径为1/4″丝锥加工深度为3/8″螺纹时,这种情况通常称为深孔攻丝。
在不同的应用中,自动攻丝机熔敷率提高意味着焊接速度更快,生产效率更高。在很多应用中使用更少的焊道完成工作。在50%熔敷率下,减少20%的焊剂消耗量。
还可以在很多方面节省,焊接时能量高度集中,能量消耗的减少给环境和成本带来更多益处。熔敷率显著提高的同时不需过多的能量输入,这样确保了能量消耗显著减少。



 电话:0576-87367676
电话:0576-87367676  邮箱:617927115@qq.com
邮箱:617927115@qq.com 公司名称:台州尚讯机械有限公司
公司名称:台州尚讯机械有限公司 公司地址:浙江省台州市玉环市清港镇鹤新工业区
公司地址:浙江省台州市玉环市清港镇鹤新工业区