多年专注研发、生产、销售磨床自动化设备等
质量过硬,用户至上,开拓进取,持续改进
13905866923
多年专注研发、生产、销售磨床自动化设备等
质量过硬,用户至上,开拓进取,持续改进
13905866923

手 机:13905866923
电 话:0576-87367676
传 真:0576-87367676
邮 箱:617927115@qq.com
网 址:www.tzsxjx.com
地 址:浙江省台州市玉环市清港镇鹤新工业区
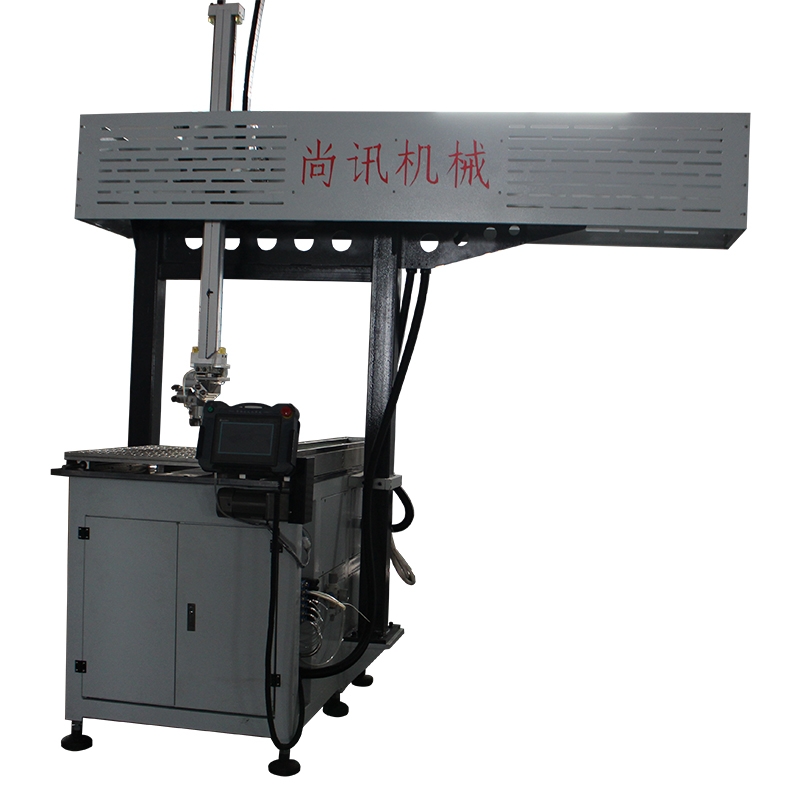
滚丝自动送料机主要有振动盘式、料仓式、输送带式等类型,其工作原理有所不同:
振动盘式滚丝自动送料机:
进料阶段:振动盘是该类型送料机的核心部件。振动盘内有一个倾斜的螺旋轨道,底部安装振动电机。电机工作时产生垂直方向的振动,使放置在振动盘内的圆柱状工件,因振动和轨道的倾斜角度,沿着螺旋轨道逐渐上升。在轨道的末端,工件逐个被送到送料轨道上。
送料阶段:在送料轨道上,工件在振动产生的惯性力以及轨道的引导作用下,以一定的速度和间距向滚丝机的滚丝轮方向移动。送料轨道通常会设计得较为光滑且具有一定的导向结构,确保工件能够顺利、准确地移动。
定位与输送至滚丝机:当工件到达滚丝机的加工位置附近时,送料机的定位装置会对工件进行精准定位,确保工件能够准确地进入滚丝轮之间进行加工。定位完成后,工件被输送到滚丝机的滚丝轮处,滚丝轮对工件进行滚丝加工。
料仓式滚丝自动送料机:
储料阶段:料仓用于储存待加工的工件。料仓的形状和大小根据工件的尺寸和数量进行设计,确保能够容纳足够数量的工件。料仓可以是垂直放置的筒状结构,也可以是倾斜放置的槽状结构等。
推料阶段:推料装置是料仓式送料机的关键部分,通常采用气缸或电机驱动的推杆。当需要送料时,推料装置从料仓底部将工件逐个推出。推料的速度和力度需要根据工件的特性进行调整,以确保工件能够平稳地推出料仓且不会发生卡料等情况。
送料与定位:推出料仓的工件进入送料轨道,送料轨道上的送料机构(如输送带、链条或推杆等)将工件输送到滚丝机的加工位置。在输送过程中,定位装置会对工件进行定位,保证工件在进入滚丝轮时的位置和姿态准确,以便滚丝轮能够对工件进行准确的滚丝加工。
输送带式滚丝自动送料机:
上料阶段:工件放置在输送带的表面,或者通过一些辅助装置(如挡板、定位槽等)将工件整齐地排列在输送带上。如果是从其他设备或料仓过来的工件,会有一个过渡的衔接装置,将工件平稳地转移到输送带上。
输送阶段:输送带由电机驱动,电机的转速决定了输送带的送料速度。通过调整电机的转速,可以控制工件的输送速度,使其与滚丝机的加工速度相匹配。在输送带的运行过程中,工件随着输送带的运动不断向前移动。
定位与送料至滚丝机:当工件到达输送带的末端,接近滚丝机时,定位装置会对工件进行最后的定位调整,确保工件能够准确地进入滚丝机的滚丝轮之间。然后,工件被输送到滚丝机进行滚丝加工。


 电话:0576-87367676
电话:0576-87367676  邮箱:617927115@qq.com
邮箱:617927115@qq.com 公司名称:台州尚讯机械有限公司
公司名称:台州尚讯机械有限公司 公司地址:浙江省台州市玉环市清港镇鹤新工业区
公司地址:浙江省台州市玉环市清港镇鹤新工业区